مشکلات اکسترود از رایجترین و آزاردهندهترین مشکلات در پرینت سهبعدی هستند. اگر چاپ شما حبابی، نازک یا اصلاً چاپ نشود، احتمالاً مشکلی در نحوهی بیرون دادن فیلامنت توسط پرینتر سه بعدی شما وجود دارد. مشکلاتی مانند اکستروژن بیش از حد، اکستروژن کم و عدم اکستروژن کامل میتواند پروژههای شما را از مسیر خارج کند و باعث اتلاف وقت و مواد شود.
در اینجا خلاصهای از سه مشکل مهم اکستروژن آورده شده است: اکستروژن بیش از حد، اکستروژن کم و اکسترود نشدن، تا بتوانید به سرعت مشکل را تشخیص داده و آن را برطرف کنید.
اکستروژن در پرینت سه بعدی چیست؟
اکستروژن فرآیندی است که در آن فیلامنت ذوب شده و در طول پرینت، لایه به لایه چاپ سه بعدی شما از طریق نازل چاپگر به بیرون رانده میشود. برای سادهسازی این مفهوم، اکستروژن را میتوان شبیه به فشردن خمیردندان از یک تیوب توصیف کرد. برای یک پرینت موفق، اکسترودر شما باید مقدار مناسبی از فیلامنت را در دما و سرعت مناسب تحویل دهد.
اگر اکستروژن بیش از حد، ناکافی و یا اصلاً وجود نداشته باشد، سطح پرینت، استحکام و کیفیت کلی چاپ آسیب میبیند. اما خبر خوب اینست که اکثر مشکلات اکستروژن را میتوان به صورت بصری تشخیص داد و با چند تنظیم برطرف کرد.
چاپ سه بعدی با اکستروژن بیش از حد
اکستروژن بیش از حد زمانی اتفاق میافتد که پرینتر سه بعدی شما فیلامنت بیشتری نسبت به مقدار مورد نیاز برای مدل، بیرون میدهد. این ماده اضافی جمع میشود و طبیعتاً به نظر میرسد متریال بیشتر به چاپ قویتر منجر شود، اما در واقع منجر به سطوح نامرتب، عدم دقت ابعادی و هدر رفتن مواد میشود. این یکی از رایجترین مشکلات چاپ FDM است که میتواند بر تمامیت ساختاری شیء نهایی تأثیر بگذارد.
اگر چاپ شما این علائم را نشان میدهد، احتمالاً اکسترود آن بیش از حد است:
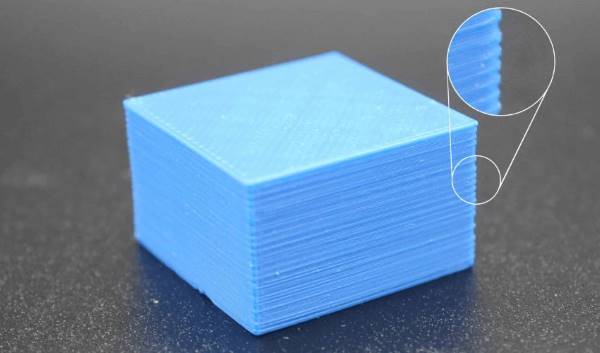
- تشکیل لکه یا جوش روی سطح خارجی
- رشته شدن یا ترشح بین قسمتها
- دیوارههای ناهموار و خشن
- لایههایی که ضخیمتر یا فشردهتر به نظر میرسند
اگر تا به حال مدل خود را “برآمده” یا با جزئیات از دست رفته دیدهاید، این یک مورد کلاسیک از اکستروژن بیش از حد است.
علل اکستروژن بیش از حد میتواند ناشی از چندین عامل باشد:
- سرعت جریان(Flow rate) بیش از حد: ممکن است Slicer (نرم افزار پرینت سه بعدی) شما طوری تنظیم شده باشد که فیلامنت بیشتری از حد لازم را اکسترود کند.
- دمای بیش از حد: فیلامنت بیش از حد روان میشود و به طور غیرقابل کنترلی جریان مییابد.
- قطر نادرست فیلامنت: اگر Slicer شما فرض کند که فیلامنت کوچکتر از مقدار واقعی است، بیش از حد بیرون میزند.
نحوه رفع مشکل اکستروژن بیش از حد در پرینت سه بعدی
حالا که فهمیدید علت اکستروژن بیش از حد حین چاپ سه بعدی چیست، در اینجا نحوه رفع آسان آن آمده است:
- ضریب اکستروژن (Flow rate یا سرعت جریان) را کالیبره کنید. اکثر Slicer ها به شما اجازه میدهند که این ضریب را کمی کاهش دهید – با کاهش ۲ تا ۵ درصدی شروع کنید.
- دمای نازل را کاهش دهید. سعی کنید آن را در مراحل کوچک (با فواصل ۵ درجه سانتیگراد) کاهش دهید تا نقطه بهینه را پیدا کنید.
- قطر فیلامنت را بررسی کنید. با کولیس اندازهگیری کنید و مطمئن شوید که با تنظیمات Slicer شما مطابقت دارد.
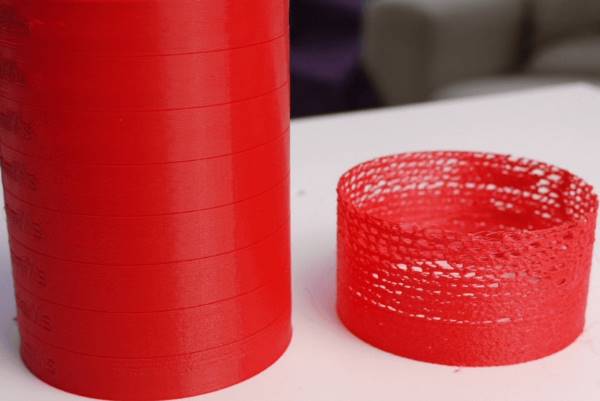
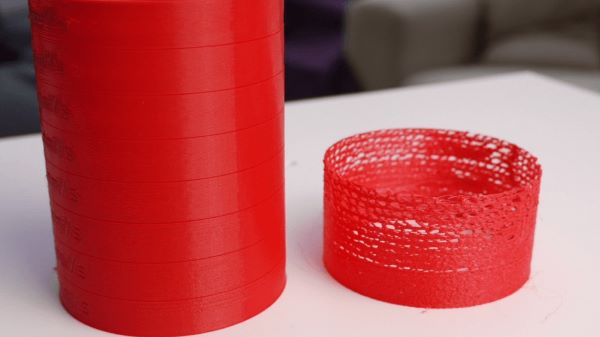
چاپ سه بعدی با اکستروژن کم
نقطه مقابل اکستروژن بیش از حد، اکستروژن کم است، که در آن پرینتر کمتر از مقدار مورد نیاز فیلامنت اکسترود میکند و باعث میشود چاپها ضعیف، ناقص یا دارای شکاف باشند. این امر منجر به مدلهای بدون لایه یا مدلهایی با دیوارههای نازک میشود که استحکام و جزئیات را به خطر میاندازد.
نشانههای اکسترود کم عبارتند از:
- شکاف بین خطوط یا لایهها
- پر شدن پراکنده یا از دست رفته
- قطعات ضعیف و شکننده که به راحتی میشکنند
- دیوارههای بیرونی نازک یا محیطهای ناقص
اگر به نظر میرسد که چاپ شما “کمبود” متریال دارد یا میتوانید نور روز را از طریق لایهها ببینید، این نشانه اکستروژن کم است.
این عوامل میتوانند باعث اکستروژن کم شوند:
- گرفتگی جزئی نازل: کثیفی، فیلامنت سوخته یا زباله جریان را محدود میکند.
- مشکلات کشش اکسترودر: ممکن است چرخ دنده فیلامنت را به اندازه کافی محکم نگرفته باشد.
- دمای پایین: فیلامنت به طور کامل ذوب نمیشود.
- قطر یا تنظیمات جریان نادرست فیلامنت: به چاپگر دستور داده نشده است که فیلامنت کافی را فشار دهد.
راه حل رفع مشکل اکستروژن کم
- اگر چاپ شما با اکستروژن کم ایجاد میشود، موارد زیر ممکن است موثر باشند:
- نازل را تمیز یا تعویض کنید. یک کشش سرد انجام دهید یا در صورت گرفتگی آن را تعویض کنید.
- کشش اکسترودر را بررسی کنید. مطمئن شوید که چرخ دنده تغذیه کننده به درستی فیلامنت را گاز میگیرد.
- دمای نازل را افزایش دهید. برای بهبود جریان، ۵ تا ۱۰ درجه سانتیگراد بالاتر را امتحان کنید.
- سرعت جریان را کمی افزایش دهید. Slicer خود را ۲ تا ۵ درصد تنظیم کنید.
- انسداد مسیر فیلامنت را بررسی کنید. مطمئن شوید که قرقره آزادانه حرکت میکند.
اکسترود نشدن فیلامنت در پرینتر سه بعدی
گاهی اوقات، چاپگر سه بعدی شما به هیچ وجه هیچ فیلامنتی را اکسترود نمیکند. هیچ خطی، هیچ لایه اول، فقط یک بستر چاپ خالی است. هیچ فیلامنتی از نازل خارج نمیشود و اغلب چاپ را به طور کامل متوقف میکند. این امر به عنوان مشکل عدم اکستروژن شناخته میشود و اغلب مکانیکی است و مربوط به Slicer نیست.
نشانههای اکستروژن ناقص عبارتند از:
- هیچ فیلامنتی از نازل خارج نمیشود.
- صدای کلیک یا سایش از موتور اکسترودر شنیده میشود.
- لایه اول خالی است یا خراشهای ضعیفی از نازل دیده میشود.
علل عدم اکسترود فیلامنت در نازل پرینتر سه بعدی
- نازل کاملاً مسدود شده که تمام جریان را مسدود میکند
- فیلامنت در تغذیهکننده بارگیری نشده یا جدا شده است
- مشکل موتور اکسترودر (شل بودن کابل، گرمای بیش از حد یا خرابی درایور)
- دمای شروع نادرست (نازل به اندازه کافی داغ نیست تا فیلامنت را ذوب کند)
همانطور که پیش تر نیز گفته شد نحوه رفع مشکل عدم اکسترود اغلب مکانیکی است تا مرتبط با Slicer. بنابراین، راهحلها بر روی خود پرینتر سه بعدی متمرکز هستند:
- ابتدا مسیر فیلامنت را بررسی کنید. مطمئن شوید که به درستی بارگیری شده و گره نخورده است.
- نازل را به صورت دستی گرم کنید و اکسترود را امتحان کنید. اگر چیزی بیرون نیامد، مسدود شده است – آن را تمیز یا تعویض کنید.
- موتور اکسترودر را بررسی کنید. مطمئن شوید که میچرخد و فیلامنت را میگیرد.
- فرمانهای شروع Slicer را تأیید کنید. یک کد شروع نادرست پیکربندی شده ممکن است باعث توقف اکستروژن شود.
چگونه از مشکلات مرتبط با اکستروژن در پرینت سه بعدی جلوگیری کنیم؟
بهترین راه برای جلوگیری از مشکلات اکستروژن چاپ سه بعدی، پیشگیری از آنهاست. مراقبت منظم، پس از رفع مشکل اکستروژن، تا حد زیادی از وقوع مجدد آن جلوگیری میکند.
- فیلامنت را به درستی نگهداری کنید. رطوبت میتواند باعث اکستروژن نامنظم شود.
- نازل را مرتباً تمیز کنید. قبل از گرفتگی از تجمع آن جلوگیری کنید.
- مرتبا کالیبره کنید. با هر برند فیلامنت جدید، سرعت جریان، گام بر میلیمتر و دما را دوباره بررسی کنید.
- از فیلامنت با کیفیت استفاده کنید. قرقرههای ارزان یا تأیید نشده اغلب قطر متفاوتی دارند.
- چرخه اکسترودر خود را تمیز نگه دارید. برادههای پلاستیکی که میتوانند چسبندگی را کاهش دهند، جدا کنید.
- تنظیمات Slicer را بهینه کنید. از دماهای خیلی زیاد خودداری کنید، از انقباض مناسب (retraction) برای به حداقل رساندن تراوش استفاده کنید و ویژگیهایی مانند پیشروی خطی (linear advance) را برای کنترل بهتر جریان فعال کنید.
- مدلها را مرتباً آزمایش کنید تا مشکلات را در مراحل اولیه تشخیص دهید.
مقایسه سریع: اکستروژن بیش از حد – اکستروژن کم – عدم اکستروژن
| مشکل | علامت | علت | راه حل |
| اکستروژن بیش از حد |
حباب،برجستگی، سطح ناهموار |
جریان خیلی زیاد، دما خیلی زیاد |
جریان کمتر، دمای کمتر |
| اکستروژن کم |
شکافها، دیوارهای نازک |
گرفتگی، دمای پایین، جریان کم |
نازل را تمیز کنید، دما را بالا ببرید |
| عدم اکستروژن |
اصلاً فیلامنتی وجود ندارد |
گرفتگی کامل، مشکل موتور |
نازل را تمیز کنید، موتور را بررسی کنید |
سوالات متداول درباره اکستروژن
- چرا چاپگر من در اواسط چاپ، اکسترود را متوقف میکند؟ معمولاً این مشکل به دلیل ساییدگی فیلامنت یا گرفتگی جزئی است که با ادامه چاپ بدتر میشود. نازل را بررسی کنید و مطمئن شوید که قرقره آزادانه و بدون کشش حرکت میکند.
- آیا رطوبت فیلامنت میتواند باعث ایجاد مشکل در اکستروژن کم شود؟ بله، فیلامنت مرطوب حبابهای بخار را در داخل هاتاند (Hot end) تشکیل میدهد که جریان را مختل میکند. اگر فیلامنت در معرض رطوبت قراردارد، همیشه قبل از چاپ آن را خشک کنید.
اینها مشکلات رایجی در چاپ سهبعدی هستند، اما اگر دانش کافی داشته باشید، کاملاً قابل کنترل هستند. با درک نحوه عملکرد اکستروژن، آگاهی از علائم اولیه و دانستن راهحلهای مناسب برای رفع آنها، میتوانید شکستهای ناامیدکننده را به چاپهای موفق تبدیل کنید.
