
نرم افزاری های پرینت سه بعدی یا Slicer ها ، گزینههای الگوی پرکنندهی ( Infill pattern) زیادی ارائه میدهند، اما همه آنها چاپ سهبعدی قوی را ارائه نمیدهند. اگر چاپگر سهبعدی دارید، احتمالاً با Infill آشنا هستید، «پر کردن» که به مدلهای چاپ شده اجازه میدهد توپر، توخالی یا هر چیزی بین این دو باشند به نحوه چاپ قسمت های داخلی قطعه اشاره دارد که معمولا پس از پایان فرایند چاپ قابل رویت نیست اما تاثیر بسزایی در استحکام دارد. Infill منحصر به فرد برای پرینت سهبعدی است زیرا قطعات تولید شده به روش های دیگر معمولاً کاملاً توپر یا توخالی هستند.
تراکم پر کردن و الگوی پر کردن دو مورد از تنظیمات Slicer ها هستند که نحوه چاپ Infill توسط پرینتر سهبعدی را تعیین میکنند. هر دو تنظیم به شدت بر خواص مکانیکی یک شیء چاپ شده تأثیر میگذارند، بنابراین اگر به دنبال چاپ قطعات قوی هستید، باید به این تنظیمات توجه کنید. با این حال، همچنین مهم است که به خاطر داشته باشید که بسیاری از عوامل دیگر علاوه بر اینفیل، در استحکام چاپ نقش دارند (به عنوان مثال، متریال و پوستهها).
در این مقاله، ما بر الگوهای پر کردن، به ویژه آنهایی که احتمالاً چاپهای قوی ایجاد میکنند، تمرکز خواهیم کرد.
همه چیز درباره Infill در پرینت سه بعدی

اساساً، چگالی Infill به میزان استحکام داخل یک پرینت سهبعدی اشاره دارد، که معمولاً به صورت درصد بیان میشود: ۱۰۰٪ کاملاً جامد است، در حالی که ۰٪ توخالی است. بنابراین، الگوی پرکننده، شکل یا فرم ساختار پرکننده در داخل چاپ است. هرچه درصد چگالی اینفیل بالاتر باشد، استحکام (و همچنین مصرف مواد، وزن و زمان چاپ) بیشتر و انعطافپذیری کمتر است. اما الگوی پرکننده همچنین میتواند بسته به نحوه پراکندگی نیروها توسط ساختار و چیدمان خطوط، بر استحکام تأثیر بگذارد. به این ترتیب، درست مانند سایر تنظیمات (مثلاً ارتفاع لایه)، الگوهای مختلف برای کاربردهای مختلف مفید هستند.
الگوهای پرکننده زیادی در پلتفرمهای مختلف Slice وجود دارد، اما فقط برخی از آنها برای تولید قطعات با استحکام بالا در نظر گرفته شدهاند. اکثر آنها مانند الگوهای خطوط، زیگزاگ و متقاطع برای چاپهای معمولی در نظر گرفته شدهاند که با فشار فیزیکی زیادی مواجه نخواهند شد، اما همچنان باید تا حدودی بادوام باشند.
برای ارزیابی اینکه کدام الگوی پرکننده، قویترین قطعات را ایجاد میکند، باید چند نکته مهم را مورد بحث قرار دهیم. مورد اول، قدرت جهتدار یک الگوی پرکننده است و مورد دوم، نوع قدرت اندازهگیری شده در آزمایشات است.
منظور از قدرت جهتدار در پرینت سه بعدی چیست؟
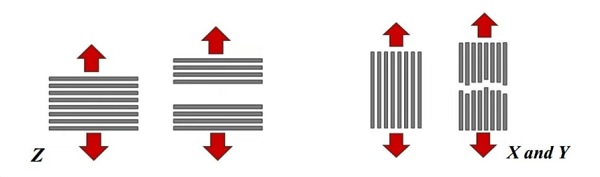
قدرت جهتدار همه الگوها در هر سه محور (X، Y، Z) قدرت یکسانی ارائه نمیدهند و بسیاری از آنها برای صفحات خاصی مناسبتر هستند. به عنوان مثال، الگوی شبکهای (grid pattern) در امتداد محور Z (عمود بر خطوط لایه) قدرت زیادی ارائه میدهد اما در سراسر صفحه XY (موازی با خطوط لایه) ضعیفتر است. برای به حداکثر رساندن استفاده از الگوهایی که در امتداد محورهای خاصی قویتر هستند، جهتدهی مدل خود را در نظر بگیرید تا بخشی از چاپ که باید قوی باشد با محوری که الگوی پرکننده در امتداد آن قویتر است، همسو باشد. همچنین الگوهای سهبعدی وجود دارند که قدرت متعادلتری را در سه محور ارائه میدهند. برای توازن بهتر، قدرت هر محور کاهش مییابد. به عنوان مثال، الگوی پرکننده gyroid در هر سه جهت قدرت متعادلی ارائه میدهد، اما قویترین الگو در امتداد محور Z نیست.
انواع استحکام

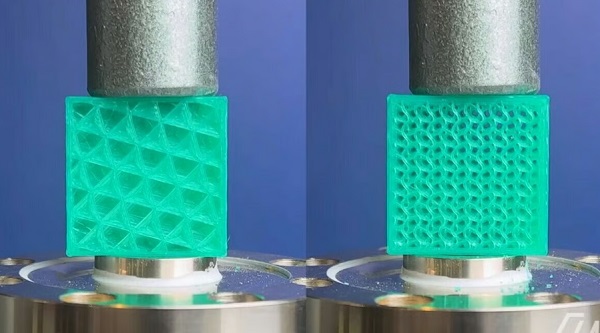
دومین نکته مهم، نوع استحکام اندازهگیری شده در آزمایش الگوی پرکننده است. در این مقاله، رایجترین الگوهای پرکننده و عملکرد آنها را در دو آزمایش استحکام ارائه خواهیم داد که کشیدگی و فشار است . آزمایش اول شامل اعمال نیرو در دو انتهای یک نمونه برای جدا کردن آن است، در حالی که دومی اعمال نیرو به سمت داخل بر روی یک نمونه است که اساساً آن را تا زمانی که بشکند، فشرده میکند.
اگرچه هر دو آزمایش روشهای معتبری برای تعیین استحکام یک الگوی پرکننده هستند و بر اساس نیرویی که یک نمونه میتواند قبل از شکست تحمل کند، اندازهگیری میشوند، اما می توانند ما را در مورد موارد استفاده مختلف آگاه کنند. در دنیای واقعی، قطعات اغلب همزمان تحت ترکیبی از تنشهای کششی و فشاری قرار میگیرند. در نظر بگیرید که یک میله را از هر انتها نگه دارید و آن را خم کنید تا از وسط بشکند. سطح بیرونی در کشش است زیرا انتهای آن از یکدیگر جدا میشوند و ترکهایی در سطح ایجاد میکنند. در همین حال، نیمه داخلی فشرده میشود و مواد را از چین تازه ایجاد شده بیرون میکشد.
تست کشش در نمونه های پرینت شده
آزمایش کشش، تخمینی از مقاومت کششی به ما میدهد که میتواند ما را در مورد مقاومت قطعه در برابر تنشهایی که سعی در کشش آن دارند، آگاه کند. دانستن این نوع مقاومت برای کاربردهایی مانند قلاب ها و گیرهها ضروری است. آزمایش استاندارد مقاومت کششی با استفاده از نمونههایی به شکل استخوان سگ انجام میشود و تنش را فقط در یک محور اعمال میکند. همانطور که مشخص شد، نمونههای چاپ سهبعدی ناهمسانگرد هستند، به این معنی که مقاومت آنها در همه جهات یکسان نخواهد بود. کشیدن در جهت Z به نیروی کافی برای ایجاد لایه لایه شدن نیاز دارد، که نیروی بسیار کمتری نسبت به نیروی لازم برای شکستن هر لایه رشته هنگام کشیدن در جهت XY است. در این آزمایشها، کشیدن در جهت XY انجام میشود.
تست فشردهسازی قطعات پرینت سه بعدی
آزمایش فشردهسازی نشان میدهد که یک قطعه چقدر در برابر نیروی رو به داخل مقاومت میکند و باید برای کاربردهای تحمل بار، مانند براکتهای قفسهای، در نظر گرفته شود. یک آزمایش استاندارد مقاومت فشاری از نمونههای نواری شکل استفاده میکند که به صورت عمودی بین دو صفحه موازی نگه داشته شده و فشرده میشوند. درست مانند آزمایشهای کششی، مقاومت فشاری قطعات پرینت سهبعدی ناهمسانگرد است، اما میزان آن بیشتر تحت تأثیر الگوی پرکننده و میزان مؤثر بودن آن در توزیع تنشهای داخلی است. برای داشتن تصویری کامل از عملکرد یک الگو، آزمایش باید در هر دو جهت XY و Z انجام شود.
تست ها
قبل از اینکه به سراغ الگوها برویم، بررسی منابعمان مهم است. ما دادههای شش مجموعه آزمایش زیر را گردآوری کردهایم تا نگاهی بیطرفانه و عینی به بهترین الگوهای پرکننده ارائه دهیم:
- آزمایش استحکام پرکننده و ضخامت پوسته (CNC Kitchen): آزمایش استحکام کششی در جهت XY روی پرینت های قلابشکل با 30٪ پرکننده.
- آزمایش استحکام الگوی پرکننده (CNC Kitchen): آزمایش استحکام فشاری در جهت XY و Z روی چاپهای مکعبی شکل، هر طرف 20 میلیمتر طول با 10٪ Infill.
- آزمایش استحکام الگوی پرکننده (Slant 3D): آزمایش استحکام فشاری در جهت XY روی چاپهای مکعبی شکل با 20٪ اینفیل.
- آزمایش استحکام الگوهای پرکننده (The Machine Bros Solutions): آزمایش استحکام کششی در جهت XY روی چاپهای استاندارد به شکل استخوان سگی با 30-42٪ پرکننده، نرمالسازی شده برای وزن.
- ارزیابی مقاومت فشاری الگوهای پرکننده چاپ سهبعدی (Pernet و همکاران): آزمایش مقاومت فشاری در جهت Z روی چاپهای استوانهای شکل استاندارد (ASTM D695) با 20، 40، 60، 80 و 100٪ پرکننده.
- ارزیابی مقاومت کششی الگوهای پرکننده (Lalegani و همکاران): مقاومت کششی در جهت XY روی چاپهای استاندارد (ASTM D638) به شکل استخوان سگ با 10 تا 50٪ پرکننده، بسته به الگو.
سه مورد از این آزمایشها بر مقاومت کششی تمرکز دارند، در حالی که سه مورد دیگر بر مقاومت فشاری تمرکز دارند. همانطور که میبینید، ما در اینجا بینش متعادلی در مورد مقاومت مواد داریم. در حالی که آزمایشهای دیگری نیز وجود دارد، ما این شش مورد را انتخاب کردیم زیرا آنها چندین الگوی پرکننده را به طور همزمان با استفاده از شرایط یکسان (دما، دستگاه چاپ، برند فیلامنت، تنظیمات چاپ، برشدهنده و غیره) ارزیابی میکنند و به ما امکان میدهند عملکرد الگوهای پرکننده را نسبت به یکدیگر مقایسه کنیم.
ملاحظات آزمایش
با این حال، مشکل همه این مطالعات این است که هر کدام رویکرد خود را برای آزمایش اتخاذ میکنند، چه هندسه نمونه غیر استانداردی که CNC Kitchen استفاده کرده است که شامل نیروهای برشی است و چه درصدهای پرکننده مختلف مورد استفاده در تمام مطالعات. Machine Bros Solutions تنها کسانی هستند که وزن را نرمالسازی کردند، در حالیکه درصدهای پرکننده از 30٪ تا 42٪ متغیر بود. پرنت و همکارانش درصدهای پرکننده متعددی را آزمایش کردند اما فقط آزمایشهایی را در جهت Z انجام دادند.
با توجه به اینکه تا کنون یک ارزیابی واحد و جامع در این مورد ارائه نشده است، بنابراین مهم است که نگاهی جامع به تمام دادههای موجود داشته باشیم. همچنین لازم به ذکر است که همه الگوهای پرکننده در همه مطالعات آزمایش نشدهاند.
رایجترین الگوها از جمله (شبکهای، مستطیلی، مثلثی و لانه زنبوری)(grid, rectilinear, triangles, and honeycomb) در بیشتر آزمایشها، حضور داشتند. از سوی دیگر، الگوهایی مانند مکعبی، جایرودی و خطی (cubic, gyroid, lines)فقط در سه آزمایش فشردهسازی آزمایش شدند. در نهایت، الگوی متحدالمرکز (concentric pattern)فقط یک بار در هر نوع تست آزمایش شد.
با توجه به این نکات، ما تمام دادههای این مطالعات را جمعآوری کردیم و نگاهی به عملکرد هر الگوی پرکننده در آزمایشهای مختلف انداختیم. برای خلاصه کردن یافتههایمان، الگوهای پرکننده با بهترین عملکرد را انتخاب کردیم و به آنها رتبه قدرت «بالا»، الگوهای با بدترین عملکرد رتبه قدرت «پایین» و الگوهای میانی رتبه قدرت «متوسط» را دریافت کردند. حالا که کمی بیشتر در مورد اینفیل و انواع استحکام آن میدانید، وقت آن رسیده که قویترین الگوهای پرشوندگی را بررسی کنیم.
در نهایت، هشت الگوی قوی را که میتوان درSlicer ها یافت، را مورد بحث قرار میدهیم.
شبکه ای (Grid)

این الگوی شبکهای که ماهیت سادهای دارد، از دو مجموعه خط تشکیل شده است که در هر لایه در یک نقطه از یکدیگر عبور میکنند. استحکام الگوی شبکهای از همپوشانی خطوط در این الگو ناشی میشود که پشتیبانی زیادی را برای ساختار چاپ شده فراهم میکند.
این یکی از معدود الگوهایی است که در هر شش آزمایش گنجانده شده است. در مقایسه با سایر پرکنندهها، الگوی شبکهای در هر سه مطالعه کششی در پایینترین رده قرار گرفت. شرکت Machine Bros متوجه شد که این الگو هنگام نرمالسازی استحکام بر حسب وزن، بدترین عملکرد را دارد.
در حالی که در آزمایشهای فشردهسازی بدترین عملکرد را نداشت، اما دومین عملکرد بد بود، بنابراین خیلی بهتر نبود. در آزمایش فشردهسازی انجام شده توسط CNC Kitchen، آنها هنگام تغییر جهت از جهت XY به جهت Z، استحکام قابل توجهی (حدود 70٪) بیشتری یافتند. به عنوان یک الگوی دوبعدی که لایههای آن مستقیماً روی لایه قبلی چاپ میشوند، این موضوع جای تعجب زیادی ندارد.
استحکام کششی: کم
استحکام فشاری: کم
مستطیلی – زیگزاگ (Rectilinear – Zig-Zag)

الگوی مستطیلی (زیگزاگ) شبیه الگوی شبکهای است، اما فقط خطوط را در یک جهت روی یک لایه مشخص پرینت سه بعدی میکند و جهت چاپ را ۹۰ درجه تغییر میدهد تا لایه بعدی چاپ شود. این یکی از سریعترین الگوهای پرشوندگی چاپ است که آن را به انتخابی محبوب تبدیل میکند.
این الگو یکی دیگر از مدعیانی است که در تمام آزمایشها وجود داشت. مشابه الگوی پرشوندگی شبکهای، عملکرد الگوی مستطیلی در هر دو آزمایش مقاومت کششی و فشاری در حد پایینی بود. در آزمایشهای مقاومت کششی، مستطیلی به طور مداوم عملکرد بدتری نسبت به شبکهای داشت، به جز در مطالعه Lalegani و همکارانش، که در آن از نمونههای استاندارد به شکل استخوان سگ استفاده شد، که نشان میدهد در یک محور خاص نسبت به تنش برشی عملکرد بهتری دارد.
در آزمایش مقاومت فشاری، نتایج در تمام مطالعات یکسان بود. آنها دوباره دریافتند که مقاومت فشاری آن در جهت Z به طور قابل توجهی بیشتر از جهت XY و حدود ۶۰٪ است. به عنوان یک الگوی پرشوندگی دوبعدی، منطقی است که این جهت به خوبی تقویت شود.
مقاومت کششی: کم
مقاومت فشاری: کم
الگوی اینفیل مثلثی (Triangles) در پرینت سه بعدی

الگوی مثلثی مشابه الگوی شبکهای است، اما به جای تقاطعهای قائمه، این الگو با زاویه ۶۰ درجه تقاطع میکند. قدرت این الگو از این واقعیت ناشی میشود که مثلثها یکی از قویترین هندسهها در طبیعت هستند، زیرا هر ضلع میتواند به طور مؤثر تنش را به دو ضلع دیگر توزیع کند.
الگوی مثلثی آخرین مورد از سه رقیبی بود که در شش آزمایش حضور داشتند. در طول سه مطالعه کششی، تنوع قابل توجهی در عملکرد الگوی مثلثی وجود داشت. در حالی که CNC Kitchen این الگو را قویترین الگو یافت، آزمایشهای انجام شده توسط Lalegani و همچنین The Machine Bros Solutions مقاومت کمتری را در مقایسه با سایر الگوهای پرکننده، مانند شبکه، در پرینت سه بعدی نشان دادند. این نشان میدهد که مثلثها ممکن است اینفیل های بسیار خوبی برای محافظت در برابر نیروهای برشی باشند.
نتایج تست مقاومت فشاری نتایج سازگارتری را در طول مطالعات نشان داد و در همه شرایط عملکرد بهتری نسبت به هر دو الگوی شبکهای و مستطیلی داشت. قویترین جهت آن جهت Z است که دوباره نشان میدهد الگوهای پرکننده دوبعدی تحت فشار عمود بر خطوط لایه عملکرد خوبی دارند. در جهت XY، مثلثها از شبکه یا مستطیل قویتر بودند، که احتمالاً به ماهیت اتلاف تنش شکل مثلث مربوط میشود.
استحکام کششی: متوسط
استحکام فشاری: متوسط
خطوط (Lines)
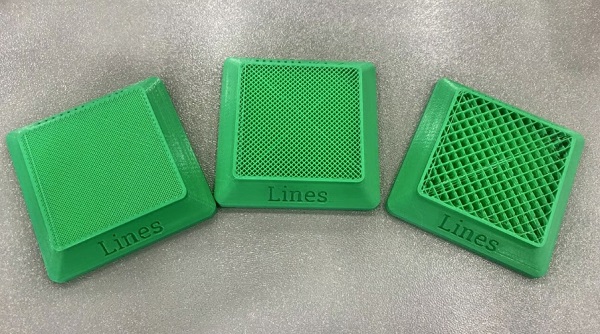
مشابه الگوی مستطیلی، الگوی پرکننده خطوط، مجموعهای از خطوط را نشان میدهد که در یک جهت در یک لایه و در جهت مخالف در لایه بعدی چاپ میشوند. تفاوت کلیدی این است که خطوط اکسترود شده یک لایه واحد همپوشانی ندارند. این امر آن را به یکی از سریعترین الگوهای پرکننده برای چاپ تبدیل میکند.
این الگو فقط برای مقاومت فشاری آزمایش شد و نتایج در مطالعات به طور قابل توجهی ثابت بود. CNC Kitchen و Pernet و همکارانش الگوی پرکننده را در امتداد جهت Z آزمایش کردند، جایی که ثابت شد یکی از قویترین الگوها پرینت سه بعدی است. با این حال، در امتداد جهت XY، هر دو Slant 3D و CNC Kitchen دریافتند که این الگو دارای مقاومت متوسطی است که از الگوهای شبکهای و مستطیلی بهتر اما از الگوهای سهبعدی بدتر است.
مقاومت کششی: آزمایش نشده
مقاومت فشاری: متوسط
جایرود (Gyroid)

الگوی پرکنندهی پرینت سهبعدی جایرودی، با اختلاف، جالبترین ظاهر را دارد. این الگو از منحنیهای ریاضی محاسبهشدهی تکراری که به شکلی غیرمعمول روی هم چیده شدهاند، استفاده میکند. قدرت این الگو از همپوشانی بین منحنیها در حدود هر سه لایه (بسته به نوع برشدهنده) و ماهیت ریاضی شکل منحنی ناشی میشود.
اثربخشی منحنیها در توزیع بار داخلی ممکن است دلیل عملکرد مناسب آن در آزمایشهای فشردهسازی باشد. اگرچه این الگو قویترین الگو نبود، اما یکنواختترین الگو بود و مقاومت مشابهی را در همه جهات ارائه میداد. این رفتار مشابه، اما کمی ضعیفتر، با الگوی پرکنندهی سهبعدی دیگر، یعنی مکعبی، است.
متأسفانه، به نظر میرسد محبوبیت آن به اندازهای نبوده که برای آزمایشهای مقاومت کششی در نظر گرفته شود.
مقاومت کششی: آزمایش نشده
مقاومت فشاری: متوسط
الگوی پرشوندگی متحدالمرکز (Concentric) در پرینت سه بعدی

در اینجا یکی از غیرمعمولترین الگوهایی که پیدا خواهید کرد را مشاهده میکنید. خواص انعطافپذیری عالی آن، فقدان کاربرد ایزوتروپیک آن را از نظر ساختاری جبران میکند. ایدهآل برای طرحهای انعطافپذیر، اما عملکرد خوب آن در طول آزمایشها شگفتانگیز است.
قبل از به اشتراک گذاشتن نتایج، باید اشاره کنیم که این الگو فقط توسط Lalegani و همکارانش برای مقاومت کششی و توسط Pernet و همکارانش برای مقاومت فشاری آزمایش شده است. با این حال، این دو آزمایش از استانداردهای رسمی برای آزمایش پیروی کردهاند: استاندارد ASTM D638 برای آزمایشهای مقاومت کششی و استاندارد ASTM D695 برای آزمایشهای مقاومت فشاری.
در این مطالعات، الگوی متحدالمرکز در جهت Z از نظر مقاومت کششی رتبه اول و از نظر مقاومت فشاری رتبه دوم را کسب کرد. با این حال، برای فشار در جهت XY آزمایش نشد، که بر اساس ساختار آن، ضعیفترین نقطه آن خواهد بود. با این وجود، مقاومت آن در جهت Z برای هر دو بار کششی و فشاری چیزی نیست که بتوان از آن چشمپوشی کرد.
مقاومت کششی: بالا (جهت Z)
مقاومت فشاری: بالا (جهت Z)
مکعبی (Cubic)

الگوی پرکننده مکعبی، مکعبهای مورب روی هم چیده شدهای ایجاد میکند که هنگام پرینت سه بعدی شبیه هرمهای منظم و وارونه هستند. این الگو به دلیل یکپارچگی ساختاری مثلثهای متقاطع، استحکام سهبعدی را فراهم میکند.
در حالی که این الگوی پرکننده برای استحکام کششی آزمایش نشد، اما در آزمایشهای استحکام فشاری، عملکرد بسیار بهتری نسبت به رقبای قبلی داشت. به عنوان یک الگوی سهبعدی، استحکام کمتر به جهت نیرو وابسته است. CNC Kitchen آزمایشهای فشاری را در هر دو جهت Z و XY انجام داد و نشان داد که در جهت XY تنها کمی قویتر و در کل بهترین عملکرد را دارد.
Slant 3D، با آزمایش در جهت XY، همچنین دریافت که الگوی مکعبی قویترین پرکننده از بین تمام نمونههای آزمایش شده است، در حالی که Pernet و همکارانش - با آزمایش در جهت Z - استحکام فشاری متوسطی را گزارش کردند. توجه داشته باشید که این خلاف رفتاری است که ما با الگوهای پرکننده دوبعدی قبلی مشاهده کردیم، جایی که استحکام در امتداد جهت Z به طور قابل توجهی بیشتر بود. این میتواند به طور بالقوه نتیجه یک ساختار سهبعدی باشد، جایی که لایهها مستقیماً روی یکدیگر چاپ نمیشوند، بنابراین تنش نمیتواند مستقیماً به سمت پایین حرکت کند.
یکی دیگر از حقایق جالب از CNC Kitchen در مورد این الگو این است که زمان چاپ آن به طور قابل توجهی طولانیتر شده است، با زمان چاپ نرمال شده ۱۲۵٪، و وزن مدل مشابه اکثر الگوهای دیگر، یا حتی کمتر، است.
استحکام کششی: آزمایش نشده
استحکام فشاری: بالا
پرینت سه بعدی اینفیل با الگوی لانه زنبوری (Honeycomb)

الگوی لانه زنبوری، شکل کلی لانه زنبور را کپی میکند و ساختارهای کوچک شش ضلعی دوبعدی را در سراسر سطح یک مدل تکرار میکند. استحکام این الگو از درهمتنیدگی متناوب اشکال هندسی صلب ناشی میشود. جای تعجب نیست که چرا این الگو یکی از ساختارهای مورد علاقه طبیعت است.
این الگوی محبوب با یکی از بهترین عملکردهای همهجانبه و حضور در دو مورد از سه آزمایش برای مقاومت کششی (CNC Kitchen و The Machine Bros Solutions) و مقاومت فشاری (CNC Kitchen و Slant 3D) به جایگاه برتر رسید. این الگو در هر دو شرایط کشش و فشار به طور مداوم در مطالعات مختلف عملکرد خوبی داشت.
از نظر استحکام کششی، این الگو بهترین عملکرد را در بین تمام پرکنندههای آزمایش شده توسط The Machine Bros Solutions داشت و تنها پس از الگوی مثلثی در مطالعه CNC Kitchen در رتبه دوم قرار گرفت.
مقاومت فشاری در جهت Z بیشتر از جهت XY بود، رفتاری که اکنون در الگوهای پرکننده دوبعدی مشاهده میشود. در این مورد، 60٪ مقاومت فشاری بیشتر در جهت Z مشاهده شد.
همچنین لازم به ذکر است که CNC Kitchen دریافت که الگوی لانه زنبوری، زمان پرینت سه بعدی نرمال شده فوقالعاده بالایی برای استحکام دارد. این زمان چاپ غیرمعمول بالا به دلیل تغییر مداوم جهت در چاپ الگوی لانه زنبوری است.
استحکام کششی: بالا
استحکام فشاری: بالا
منبع
