مو گذاشتن در پرینت سه بعدی
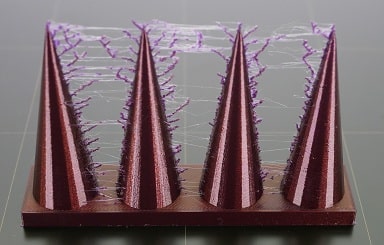
هنگامی که رشته های کوچک پلاستیکی بر روی یک مدل پرینت سه بعدی باقی مانده اند به عنوان oozing ، whiskers یا مو گذاشتن در پرینت سه بعدی شناخته می شود. این مشکل به طور معمول به دلیل بیرون زدن فیلامنت از نازل در حالی که اکسترودر در حال حرکت به یک مکان جدید است رخ می دهد.
خوشبختانه، تنظیمات مختلفی در Simplify3D وجود دارد که می تواند به این مسئله مو گذاشتن در پرینت سه بعدی کمک کند. رایج ترین تنظیمی که برای مقابله با فیلامنت هایی که بیش از نازل خارج میشود، چیزی است که به عنوان ooze control شناخته می شود.
اگر ooze control فعال باشد، هنگامی که اکسترودر پرینت یک بخش از مدل شما انجام شد، فیلامنت به عقب به داخل نازل کشیده می شود تا بعنوان یک اقدامات متقابل عمل کند.
هنگامی که زمان شروع دوباره پرینت مجدد باشد، فیلامنت به داخل نازل پرینتر سه بعدی بر میگردد تا پلاستیک بار دیگر اکسترود شدن از نوک شروع شود. برای اطمینان از فعال شدن انقباض، روی “edit process settings” کلیک کنید و بر روی برگه اکسترود کلیک کنید.
در بخش های زیر، تنظیمات مهم انقباض و همچنین چندین تنظیم دیگر را که می توان برای مبارزه با رشته ها از جمله تنظیمات دمای اکسترودر استفاده کرد، بحث خواهیم کرد.
راه حل های مشترک
مقدار اندازه عقب کشیدن فیلامنت
مهمترین تنظیم انقباض فاصله عقب کشیدن است. این تعیین می کند که چه مقدار فیلامنت از نازل خارج می شود. به طور کلی ، هرچه فیلامنت بیشتری از نازل خارج شود، احتمال مو گذاشتن در هنگام جابجایی کمتر است.
اکثر اکسترودرهای درایو مستقیم فقط به فاصله انعطاف پذیری 0.5-2.0 میلی متر نیاز دارند، در حالی که برخی از اکسترودرهای Bowden به دلیل داشتن مسافت طولانی تر بین دنده درایو اکسترودر و نازل گرم، ممکن است نیاز به فاصله گرفتن تا 15 میلی متر داشته باشند. اگر با مو گذاشتن مواجه شدید، سعی کنید فاصله عقب کشیدن (retraction distance)را به میزان 1 میلی متر افزایش داده و دوباره آزمایش کنید تا ببینید آیا عملکرد بهبود می یابد یا خیر.
سرعت عقب کشیدن فیلامنت
تنظیم بعدی که باید بررسی کنید سرعت پس کشیدن است. این تعیین می کند که با چه سرعتی فیلامنت از نازل خارج شود. اگر خیلی سرعت پایین باشد، فیلامنت به آرامی از نازل خارج میشود و ممکن است قبل از انجام اکسترودر در حال حرکت به مقصد جدید خود، موبه جا بگذارد. اگر خیلی سریع خارج شود، فیلامنت ممکن است از پلاستیک داغ درون نازل جدا شود، یا حرکت سریع چرخ دنده ممکن است حتی قطعاتی از فیلامنت شما را خرد کند.
معمولاً یک نقطه مطلوب در جایی بین 1200-6000 میلی متر در دقیقه (20-100 میلی متر در ثانیه) وجود دارد که پس کشیدن بهترین عملکرد را دارد.
خوشبختانه، Simplify3D قبلاً بسیاری از پروفایل های از پیش تنظیم شده را ارائه کرده است که می توانند نقطه شروع کار را برای بهترین سرعت پس کشیدن به شما نشان دهند. اما مقدار ایده آل بسته به متریال مورد استفاده شما متفاوت است. بنابراین ممکن است بخواهید آزمایش کنید تا سرعت مقدار رشته ای را که می بینید تغییر دهید یا خیر .
دما خیلی زیاد
هنگامی که تنظیمات پس کشیدن خود را بررسی کردید، مهمترین علت اصلی برای مو گذاشتن، دمای اکسترودر است.اگر درجه حرارت بیش از حد بالا باشد، فیلامنت داخل نازل چسبناک تر می شود و خیلی راحت تر از نازل بیرون می زند. با این حال، اگر درجه حرارت خیلی پایین باشد ، فیلامنت هنوز هم کمی جامد خواهد بود و در بیرون زدگی از نازل مشکل خواهد داشت.
اگر احساس می کنید تنظیمات پس کشیدن صحیحی دارید، اما هنوز با این موارد روبرو هستید، سعی کنید دمای اکسترودر خود را 5-10 درجه کاهش دهید. این می تواند تأثیر قابل توجهی در کیفیت چاپ نهایی داشته باشد. می توانید با کلیک روی “edit process settings” و انتخاب برگه temperature، این تنظیمات را تنظیم کنید. اکسترودر خود را از لیست در سمت چپ انتخاب کرده و سپس بر روی نقطه تنظیم دما که می خواهید ویرایش کنید دو بار کلیک کنید.
حرکات طولانی بر روی فضاهای باز
همانطور که در بالا بحث کردیم، مو گذاشتن در پرینت سه بعدی زمانی اتفاق می افتد که اکسترودر بین دو مکان مختلف در حال حرکت است و در طی آن حرکت، فیلامنت شروع به بیرون آمدن از نازل می کند. طول این حرکت می تواند تأثیر زیادی در میزان این مشکل داشته باشد.
حرکات کوتاه ممکن است به اندازه کافی سریع باشد که فیلامنت وقت لازم برای بیرون آمدن از نازل را نداشته باشد. با این حال، حرکات طولانی به احتمال زیاد رشته ها را ایجاد می کنند. خوشبختانه ، Simplify3D شامل یک ویژگی بسیار مفید است که می تواند به حداقل رساندن طول این حرکات کمک کند.
این نرم افزار به اندازه کافی هوشمند است که می تواند مسیر سفر را به طور خودکار تنظیم کند تا اطمینان حاصل شود که نازل فاصله بسیار کمی برای سفر در فضای آزاد دارد. در بسیاری از موارد، این نرم افزار ممکن است بتواند یک مسیر مسافرتی را پیدا کند که از عبور از یک فضای باز همه با هم جلوگیری کند! این بدان معنی است که امکان ایجاد رشته وجود ندارد، زیرا نازل همیشه در بالای پلاستیک جامد قرار خواهد گرفت و هرگز به خارج از قسمت نخواهد رفت. برای استفاده از این ویژگی، بر روی برگه Advanced کلیک کرده و گزینه “ooze control behavior” را فعال کنید.
سرعت حرکت
سرانجام، شما نیز ممکن است متوجه شوید که افزایش سرعت حرکت دستگاه شما همچنین می تواند مدت زمانی را که اکسترودر هنگام حرکت بین قطعات می تواند از بین ببرد، کاهش دهد. می توانید با کلیک کردن روی گزینه سرعت تنظیمات فرآیند خود، بررسی کنید که سرعت دستگاه شما از چه حرکتی استفاده می کند. سرعت حرکت X / Y Axis نشان دهنده سرعت حرکت سمت به سمت است و غالباً به میزان زمانی که اکسترودر شما برای عبور از هوای آزاد می گذرد ارتباط مستقیمی دارد. اگر دستگاه شما قادر به حرکت در سرعت های بالاتر است، ممکن است متوجه شوید که با افزایش این تنظیمات می توانید موهای بین قطعات را کاهش دهید.

سوالات متداول:
1- آیا مو گذاشتن در همه مدلهای پرینت سه بعدی یکسان است؟
خیر، میزان مو گذاشتن بسته به پیچیدگی مدل و تنظیمات چاپ میتواند متفاوت باشد.
2- چگونه میتوان با تغییر مسیر جابجایی نازل مو گذاشتن را کاهش داد؟
با تنظیم مسیر جابجایی نازل به گونهای که کمترین حرکت بین بخشهای مختلف مدل وجود داشته باشد.
