در حین چاپ سه بعدی شما، اکسترودر باید دائماً متوقف شود و مجدد شروع به کار کند، زیرا به قسمتهای مختلف ساخت حرکت می کند. اکثر اکسترودرها هنگام تولید یک اکسترود یکنواخت بسیار خوب هستند، اما هر بار که اکسترودر قطع و دوباره وصل شود، می تواند حباب و نقطه های اضافی حین پرینت سه بعدی ایجاد کند.
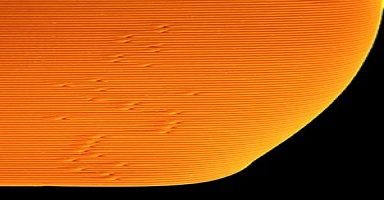
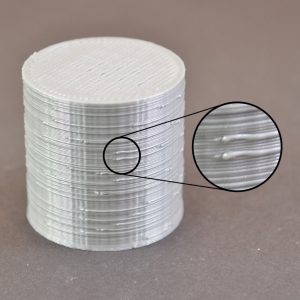
به عنوان مثال، اگر به پوسته بیرونی چاپ سه بعدی خود نگاه کنید، ممکن است متوجه نقاط کوچک روی سطح شوید که مکانی را نشان می دهد که اکسترودر شروع به چاپ آن بخش از پلاستیک کرده است. اکسترودر مجبور هست پرینت پوسته بیرونی مدل سه بعدی شما را در آن مکان خاص شروع کند، و پس از آنکه در هنگام پرینت کل پوسته، سرانجام به آن مکان بازگردد. این علامت ها معمولاً به عنوان حباب نامیده می شوند. همانطور که تصور می کنید، پیوستن دو قطعه پلاستیک به یکدیگر بدون اینکه هیچ علامتی از آن باقی بماند دشوار است، اما ابزارهای مختلفی در Simplify3D وجود دارد که می تواند برای به حداقل رساندن ظاهر این لکه های سطح استفاده شود.
تنظیمات retraction اکسترودر
اگر متوجه نقطه های اضافی حین پرینت سه بعدی خود شدید، بهترین راه برای تشخیص آنچه که باعث ایجاد آنها می شود تماشای دقیق در هنگام چاپ هر قسمت است. آیا در زمان شروع اکسترودر پرینت محیط، این نقص ظاهر می شود؟ یا آیا فقط بعداً به پایان می رسد که محیط پیرامون تمام شود و اکسترودر متوقف شود؟ اگر در ابتدای حلقه بلافاصله نقص ظاهر شود، ممکن است تنظیمات عقب کشیدن شما کمی نیازبه تنظیم داشته باشد.
تنظیمات extra restart distance
بر روی “edit process setting” کلیک کنید و به برگه Extruders بروید. درست زیر retraction distance، تنظیمات با عنوان “extra restart distance” وجود دارد. این گزینه تفاوت بین فاصله عقب کشیدن را در هنگام توقف اکسترودر و فاصله آغازگر که هنگام شروع مجدد اکسترودر استفاده می شود، تعیین می کند.
اگر درست در ابتدای پیرامون متوجه نقاط اضافی حین پرینت سه بعدی شوید، اکسترودر شما به احتمال زیاد بیش از حد فیلامنت تزریق میکند. با وارد کردن یک مقدار منفی برای extra restart distance، می توانید فاصله اولیه را کاهش دهید. به عنوان مثال، اگر فاصله انقباض شما 1.0 میلی متر باشد، و فاصله راه اندازی مجدد اضافی -0.2 میلی متر است (به علائم منفی توجه داشته باشید)، در هر زمان اکسترودر شما متوقف شود، 1.0 میلی متر فیلامنت را جمع می کند. با این حال، هر بار که اکسترودر مجدداً اکسترودر را شروع کند، تنها 0.8 میلی متر فیلامنت را به داخل نازل منتقل می کند. این تنظیم را تکرار کنید تا هنگامی که اکسترودر در ابتدا چاپ محیط پیرامونی را شروع می کند، دیگر نقص ظاهر نشود.
تنظیمات Coast
اگر این نقص تا انتهای محیط وقتی اکسترودر متوقف می شود رخ ندهد تنظیم دیگری وجود دارد. به این تنظیم Coast گفته می شود. می توانید آن را درست زیر تنظیمات retraction در برگه Extruder پیدا کنید. Coasting قبل از اتمام محیط اکسترودر شما را در مسافتی کوتاه خاموش می کند تا از فشاری که در داخل نازل ایجاد می شود جلوگیری کند. این گزینه را فعال کنید و مقدار آن را افزایش دهید تا زمانی که اکسترودر در حال توقف است دیگر متوجه نقص در انتهای هر پیرامون نشوید. به طور معمول، فاصله Coast بین 0.2-0.5 میلی متر برای تأثیر قابل توجه کافی است.
از retraction غیرضروری خودداری کنید
تنظیمات retraction و Coasting ذکر شده در بالا می تواند به جلوگیری از نقص هر بار که نازل پس میکشد ومجدد تزریق میکند کمک کند. اما در برخی موارد، بهتر است به راحتی از retraction اجتناب کنید. به این ترتیب اکسترودر هرگز جهت معکوس را ندارد و می تواند اکستروژن یکنواخت خوبی را ادامه دهد. این امر به ویژه برای ماشین هایی که از اکسترودر bowden استفاده می کنند بسیار مهم است.
ooze control
مسافت طولانی بین موتور اکسترودر و نازل retraction را مشکل تر می کند. برای تنظیم تنظیماتی که هنگام وقوع retraction کنترل می شود، به برگه Advanced بروید و بخش “Ooze Control” را جستجو کنید. در این بخش بسیاری از تنظیمات مفید وجود دارد که می توانند رفتار پرینتر سه بعدی شما را تغییر دهند. همانطور که در بخش Stringing یا Oozing ذکر شد، در ابتدا از Oozing استفاده می شود تا با خدمات پرینت سه بعدی از جابجایی نازل جلوگیری شود زیرا بین قسمتهای مختلف چاپ شما حرکت می کند. اما اگر نازل از فضای باز عبور نکند، واکنشی که رخ می دهد در داخل مدل خواهد بود و از بیرون قابل مشاهده نخواهد بود. به همین دلیل، بسیاری از چاپگرها گزینه “Only retract when crossing open spaces” را فعال می کنند تا از retraction های غیر ضروری جلوگیری کنند.
تنظیمات مرتبط دیگر را می توان در بخش “Movement Behavior” یافت. اگر چاپگر شما فقط هنگام عبور از فضاهای باز قصد retraction دارد، بهتر است تا حد امکان از این فضاهای باز جلوگیری کنید. Simplify3D شامل یک ویژگی بسیار مفید است که می تواند مسیر سفر اکسترودر را منحرف کند تا از عبور از یک حاشیه کلی دور شود. اگر اکسترودر می تواند با تغییر مسیر سفر از عبور از طرح جلوگیری کند، نیازی به retraction نخواهد بود. برای استفاده از این ویژگی، گزینه “Avoid crossing outline for travel movement” را فعال کنید.
retraction غیر ثابت اکسترودر
یکی دیگر از ویژگیهای بسیار مفید در Simplify3D، امکان انجام retraction غیر ثابت است. این امر به ویژه برای اکسترودرهای bowden که فشار زیادی را در داخل نازل هنگام چاپ ایجاد می کنند بسیار مفید است. به طور معمول وقتی این نوع ماشین ها اکسترود شدن را متوقف می کنند، اگر اکسترودر در حالت ایستاده باشد، فشار بیش از حد احتمالاً باعث ایجاد حباب می شود.
بنابراین Simplify3D گزینه منحصر به فردی را اضافه کرده است که به شما امکان می دهد نازل را در حین انجام انقباض خود retraction دهید. این بدان معناست که کمتر احتمال دارد که یک حباب ثابت را ببینید زیرا اکسترودر در طی این فرایند در حال حرکت ثابت است.
فعالسازی retraction غیر ثابت
برای فعال کردن این گزینه، باید چند بخش را تنظیم کنیم. ابتدا بر روی “edit process setting” کلیک کنید و به برگه Extruder بروید. اطمینان حاصل کنید که گزینه “Wipe Nozzle” فعال شده است. با این کار به چاپگر می گویم وقتی پرینت سه بعدی را متوقف می کند، نازل را در انتهای هر بخش Wipe کنید.
برای “Wipe Distance” ، مقدار 5 میلی متر را به عنوان نقطه شروع خوب وارد کنید. در مرحله بعد، به برگه Advanced بروید و گزینه ای با عنوان “Perform retraction during wipe movement” را فعال کنید. این امر از retraction ثابت جلوگیری می کند ، زیرا در حال حاضر به چاپگر دستور داده شده که نازل را Wipe کند. این یک ویژگی بسیار قدرتمند و گزینه عالی برای امتحان اینکه آیا هنوز در رفع این نقص ها از سطح چاپ خود مشکل دارید.
مکان نقاط شروع خود را انتخاب کنید
اگر هنوز شاهد نقاط اضافی حین پرینت سه بعدی در سطح چاپ خود هستید، Simplify3D همچنین گزینه ای را ارائه می دهد که می تواند موقعیت این نقاط را کنترل کند.
بر روی “edit process setting” کلیک کنید و Layer tab را انتخاب کنید. در اکثر موارد، مکانهای این نقاط شروع برای بهینه سازی سرعت پرینت سه بعدی انتخاب می شوند. با این حال، شما همچنین می توانید به طور تصادفی جایگذاری نقاط شروع یا تراز کردن آنها را در یک مکان خاص داشته باشید. به عنوان مثال، اگر شما در حال چاپ تندیس هستید، می توانید تمام نقاط شروع را طوری تنظیم کنید که در قسمت عقب مدل قرار داشته باشند تا از جلو قابل مشاهده نباشند. برای انجام این کار، گزینه “Choose start point that is closest to specific location” را فعال کنید و سپس مختصات XY را در جایی که می خواهید نقاط شروع قرار گیرد وارد کنید.
سوالات متداول:
1- چگونه میتوان با استفاده از فیلامنتهای خاص نقاط اضافی را کاهش داد؟
استفاده از فیلامنتهای با کیفیت بالا و مناسب برای نوع پرینتر میتواند به کاهش نقاط اضافی کمک کند.
2- چگونه میتوان مشکلات نرمافزاری را برای کاهش نقاط اضافی برطرف کرد؟
با بهروزرسانی نرمافزار برشدهنده (Slicer) و استفاده از تنظیمات بهینه میتوان مشکلات نرمافزاری را کاهش داد.
